Технология производства
Двустадийный способ производства ПЭТ-контейнеров (RSBM):
Как это и следует из названия, в данном случае процесс производства разбит на два этапа. На первом этапе из ПЭТ (впрочем, здесь может использоваться и ряд других пластиков), на термопласт-автомате изготавливается полуфабрикат, называемый преформой. Горловина преформы с резьбовым профилем при этом формируется сразу в заданном виде, в то время как остальная часть изделия имеет намного меньшие размеры по диаметру и высоте по сравнению с тем изделием, которое должно получиться в итоге. В ходе второго этапа преформа разогревается и раздувается сжатым воздухом в выдувной машине, в результате чего она принимает вид готового продукта. Процесс проиллюстрирован на прилагаемой схеме: 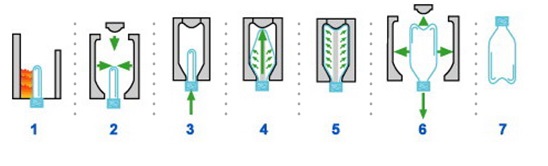
(1) преформа разогревается в специальной инфракрасной печи;
(2) разогретая преформа подается в выдувную форму;
(3) выдувная форма смыкается, внутрь преформы заходит растягивающий ее шток;
(4)-(5) через шток двумя последовательными порциями подается сжатый воздух; такой порядок позволяет правильно растянуть материал преформы и сформировать стенки изделия;
(6)-(7) выдувная форма размыкается и готовое изделие извлекается из нее.
В ходе указанных трансформаций, сам материал (ПЭТ) претерпевает серьезные изменения в своей структуре (происходит так называемая «молекулярная ориентация»). Изделия из ПЭТ ценятся за то, что они обладают малым весом и тем, что их практически невозможно разбить; однако к этому добавляются высокие барьерные свойства. При этом в изделиях сохраняется прозрачность, которая присутствует на преформах-полуфабрикатах.
Стадии литья преформы и ее выдува в готовые изделия разнесены по времени и по месту, что позволяет оптимизировать каждый процесс по-отдельности. Двустадийный метод широко применяется в массовом производстве, в частности, для изготовления пластиковых бутылок для напитков. В то же время, благодаря присущей ему гибкости, этот способ хорошо подходит и для реализации индивидуальных решений малыми сериями.
Производство пластиковых крышек и похожих изделий.
Компания располагает парком стандартных термопласт-автоматов, производящих крышки, компоненты крышек, отсекатели и прочие изделия методом литья под давлением. Большинство машин оснащены роботами съёма в целях повышения качества продукции и увеличения эффективности.
Автоматизация производства.
Компания последовательно внедряет автоматические системы для уменьшения доли ручного труда и связанных с ручными операциями проблем с качеством. В частности, такие операции, как лайнинг (вставление вкладышей в крышки), закрывание лепестков крышек-флэпперов, сборка многокомпонентных изделий, таких как крышки с детским замком, полностью автоматизированы.