Process
Production of PET jars and bottles.
SIA Trypet uses re-heat stretch blow moulding (RSBM) process to produce PET containers.
RSBM is the process of making containers from PET or other resins in two steps. During the first stage, injection machines produce semi-finished products called preforms. At this stage, the neck of the preform is fully finished but the diameter and length is much smaller than the bottle or jar into which it will be transformed. In the second stage of the process, preforms get heated and blown into finished containers.
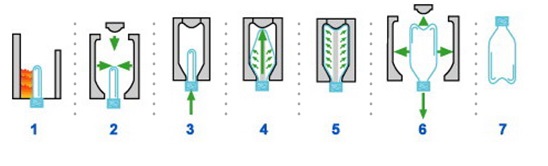
(1) preforms are reheated in a IR-oven;
(2) preform is clamped into the blow mould;
(3) stretch rod goes into and lengthen the softened preform;
(4)-(5) compressed air inflates in two steps to provide better quality of a container’s walls;
(6)-(7) blow mould opens and ready container extracted.
During RSBM transformation, the material undergoes significant changes in molecular orientation enhancing various barrier properties, making PET containers, which are virtually unbreakable, lightweight, and with the perfect clarity that is present in preform.
Injection and blow moulding are completely independent of each other and can therefore be optimized separately. RSBM is very common for mass production, such as bottles for drinks, but it also suits quite well for customized articles and low-scale production thanks to the greater flexibility.
Production of the caps and other similar articles.
SIA Trypet operates standard injection moulding machines to make caps, lids, shive inserts etc. Most of the machines have the robotic take-out systems to ensure the quality and increase the efficiency.
Automation.
SIA Trypet has gradually automated a number of operations to avoid manual job and avoid the related quality issues. This includes lining, closing of wings in the flapper caps, assembling of multicomponent articles like caps with the child-lock etc.